Lắp đặt nhựa lót bồn thép kiểu gắn điểm cố định (Fix point)
HƯỚNG DẪN LÓT NHỰA CHO BỒN THÉP KIỂU GẮN ĐIỂM CỐ ĐỊNH (FIX POINT)
Các sản phẩm nhựa PFA của AGRU có thể lắp đặt trên bề mặt thép bằng cách sử dụng bu lông hoặc vít gắn cố định kiểu cơ khí. Kiểu lắp đặt này thường chủ yếu được sử dụng trong các ứng dụng khí thải hoặc nhà máy xử lý lưu huỳnh với nhiệt độ cao lên tới 260o C. Do kết nối từng phần vào bề mặt thép nên lớp lót bằng những điểm gắn cố định này rất phù hợp với các môi trường có áp suất âm. Có 2 kiểu lắp đặt như sau:
KIỂU 1: GẮN BẰNG BU LÔNG REN


Mặt cắt kiểu lắp đặt điểm cố định bằng bu lông ren
Các vật tư cần thiết:
|
Tên vật tư
|
Chi tiết
|
Mã sản phẩm
|
| Tấm nhựa PFA của AGRU |
20000 x 1250 x 1,5mm
10000 x 1250 x 2,3mm |
44.605.2125.15
44.605.1125.23
|
| Đầu bịt nhựa PFA |
Ø 48mm / cao 10mm |
44.041.7048.10
|
| Que hàn nhựa PFA |
Ø 3,5mm
Ø 4,0mm |
4H.410.1100.35
4H.410.1100.40
|
| Bu lông lục giác 13mm |
M8 với chiều cao chân ren phù hợp |
|
| Ê cu lục giác 13mm |
M8 |
|
| Long đen |
Đường kính ngoài 40mm, đường kính trong 8.4mm, độ dày 1,5mm |
|
Bước 1:
– Tấm nhựa PFA của AGRU được đặt lên bề mặt lòng trong của bồn thép và khoan lỗ tại các vị trí cần thiết
– Xỏ bu lông lục giác và long đen vào

Bước 2:
– Xiết chặt bu lông bằng ê cu lục giác
– Khi đó tấm nhựa đã được gắn vào bề mặt bồn thép

Bước 3:
– Chụp đầu bịt nhựa PFA vào đầu mũ của bu lông lục giác
– Đảm bảo rằng bề mặt bên trong của đầu bịt đã chặt và không bị trượt
– Để tránh đầu chụp bị xê dịch khi hàn, đầu chụp được cố định lên tấm nhựa bằng cách lắp đặt đặc biệt
– Hàn kín xung quanh đầu bịt nhựa PFA với que hàn nhựa PFA bằng phương pháp hàn khí nóng. Các thông số để hàn dựa theo tiêu chuẩn DVS 2207-3. Khí nóng dùng để hàn phải đảm bảo phải khô và không có dầu và bụi bẩn.
– Cần kiểm tra lại từng mối hàn xem đã kín chưa bằng dụng cụ phát tia lửa điện cao áp. Thông số của việc test này dựa theo tiêu chuẩn DVS 2206-4.

KIỂU 2: KẾT NỐI BẰNG BU LÔNG HÀN

Mặt cắt kiểu lắp đặt điểm cố định bằng bu lông hàn
Bước 1:
– Hàn bu lông ren lên bề mặt bên trong của bồn thép
– Tấm nhựa PFA của AGRU được đặt lên bề mặt lòng trong của bồn thép và khoan lỗ tại các vị trí đã hàn bu lông trước đó

Bước 2:
– Gắn long đen và ê cu vào bu lông đã hàn để cố định tấm nhựa lên bồn thép
– Chụp đầu bịt nhựa PFA vào ê cu lục giác
– Các bước tiếp theo thực hiện theo quy trình như ở bước 3 của loại kết nối 1 ở trên

Cuối cùng, sau khi đã gắn các phần nhựa PFA riêng biệt lên toàn bộ bề mặt của bồn thép, thực hiện việc hàn các mối tiếp giáp giữa các tấm nhựa PFA với nhau bằng phương pháp hàn khí nóng theo tiêu chuẩn DVS 2207-3 và kiểm tra lại chất lượng mối hàn bằng dụng cụ phát tia lửa cao áp theo tiêu chuẩn DVS 2206-4.

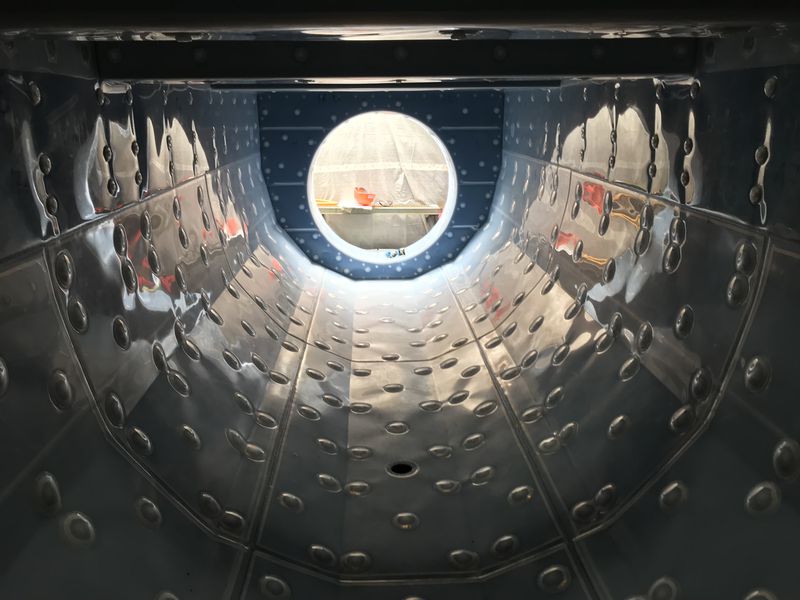
Thi công bồn thép được lót nhựa kiểu gắn điểm cố định (Fix Point)
Hình ảnh thành phẩm bồn thép được lót nhựa kiểu gắn điểm cố định (Fix Point)
Bài viết liên quan
09/02/2026
Theo dự án đầu tư nhà máy ban đầu, hầu hết các dây chuyền công nghệ, thiết bị của nhà máy đều nhập từ Trung Quốc. Tại phân xưởng Axit của Nhà máy sử dụng các bồn bằng thép, bên trong lót gạch chịu axit để chứa Axit Sulfuric đặc, nồng độ 98%, nhiệt độ…
Đọc thêm
14/01/2026
HƯỚNG DẪN THI CÔNG LÓT NHỰA CHO BỒN THÉP Bước 1 – Chuẩn bị bản vẽ khai triển tấm nhựa: Cần có bản vẽ khai triển các tấm nhựa từ dạng phẳng thành các mảnh để có thể ghép với nhau và lót cho toàn bộ bề mặt bên trong bồn cũng như lót cho…
Đọc thêm
10/01/2026
HƯỚNG DẪN THI CÔNG LÓT NHỰA CHO BỒN FRP (DUAL LAMINATE) Bước 1 – Chuẩn bị bản vẽ khai triển tấm nhựa: Cần có bản vẽ khai triển các tấm nhựa từ dạng phẳng thành các mảnh để có thể ghép với nhau và lót cho toàn bộ bề mặt bên trong bồn cũng như…
Đọc thêm
09/01/2026
Bồn bể là một thành phần không thể thiếu trong bất kỳ nhà máy công nghiệp nào, chúng có chức năng lưu trữ, trung chuyển các môi chất phục vụ sản xuất. Tùy thuộc vào các điều kiện của môi chất được chứa trong bồn bể, chúng sẽ được thiết kế với các hình dạng…
Đọc thêm